 ɨһɨ���ֻ����
ɨһɨ���ֻ����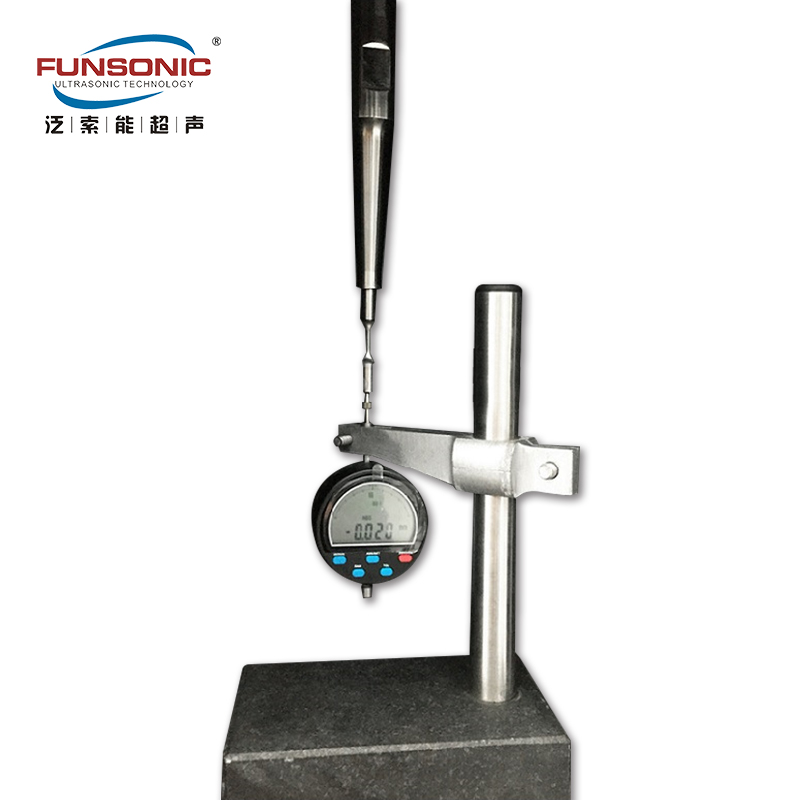
-
��ϸ��Ϣ
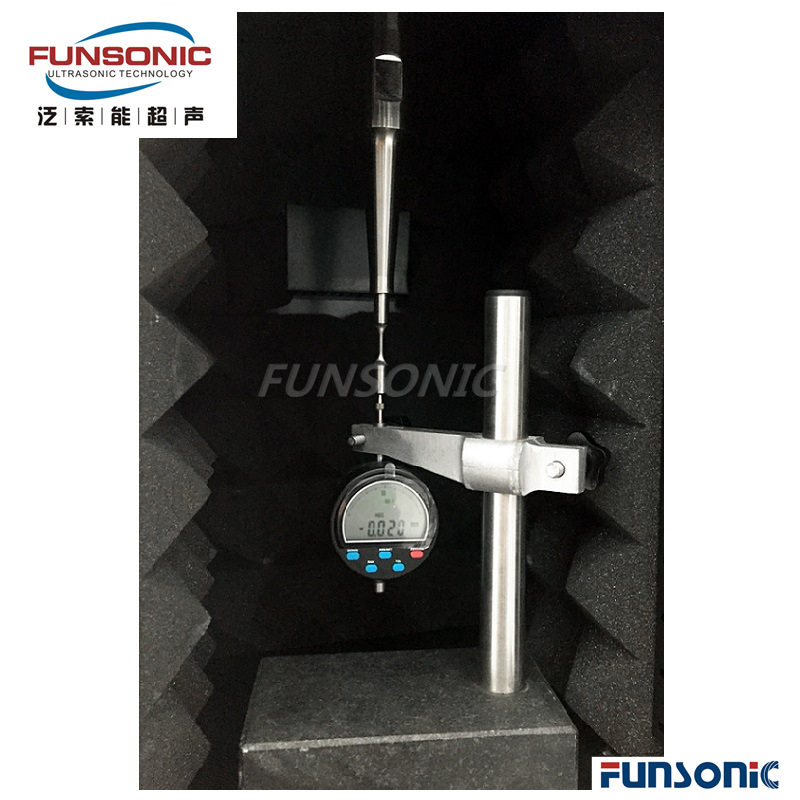
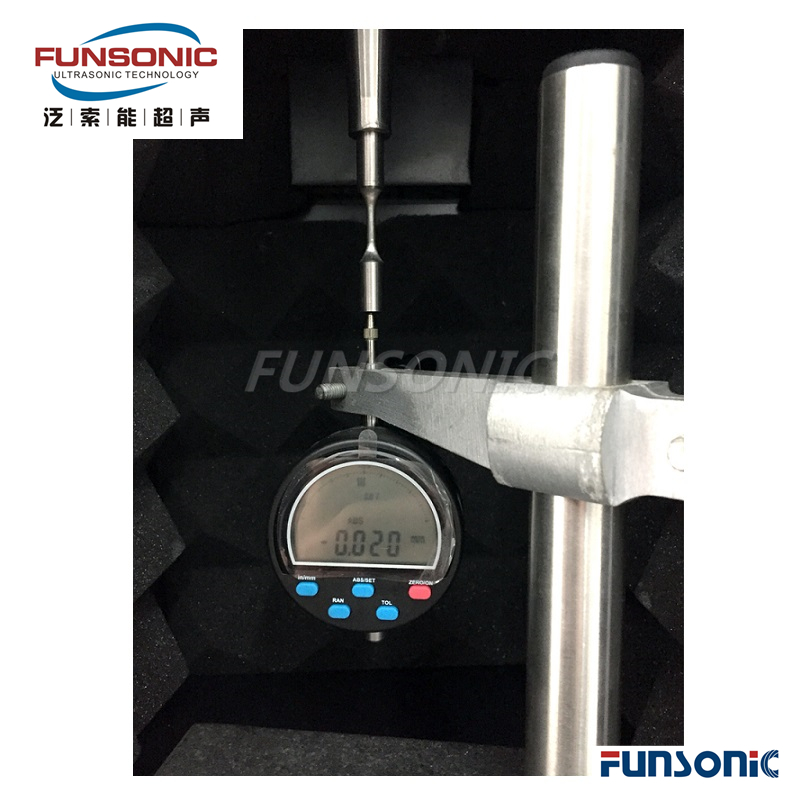
�����������������һ��ר�����ڳ���������������豸�����ڳ��������Ϻ��ӡ��㺸���и����ѧ��ϸ��������豸��������������Ҳ�ɵ�������������������������������ˡ�����ͷ������������������������һ������ʽ���������˶�������һ�ʵ���ʼλ�þ��������������˶����е㡣�ڳ�����δ����ʱ���������ļ��ͷ���뱻����Ӵ�����ʱָʾ��λ���dz��������е㡣�����������������ƶ��������ļ��ͷ��ǰ�����������˶�������zuiԶ�����������أ���������ͬ���˶��������ͷ���ڴ˴�������������ʱ��������ָʾ�ļ��dz����������������������zui��ֵAp�������Ap�Ķ���Ap-p = 2Ap ����ķ��ֵ����������*��˵�ij����������Aa = 0.707Ap-p �������Чֵ�����������о�ʱ���õ���
��������
������֪�����κγ��������Ӷ��ԣ������dz��������Ϻ��ӣ����dz������������ӣ����������ĸ��������������������仰˵�����������ӵ�Ч��ֻȡ�����ĸ���������Ƶ�ʡ�ʱ�䡢ѹ�������������ǰ����������������ơ���������ʾ���ܷ��㣬�豸�����ߺ��豸�û����Ƚ��˽⣬�������㹻�����ӣ�Ҳ���豸�ճ������еĵ��ڲ������������������λ�������dz������豸�Ĺؼ�ָ�꣬Ҳ��zui�Ѳ�����zui�������һ��������������ר��ѧ�ߣ���Ҫ˵�豸��ʹ���ߣ������ֵ��豸�����ߣ�Ҳ�����������ġ�����ͳ���˾��ֵij���������豸ʹ��˵���飬�����й��ڳ����������˵��������������������塢����Ŀ��������������뺸�������Ĺ�ϵ��
�����������ֱ�Ӵ����˳�������������Ĵ�С��Ҳ��ϵ����ز��ϵ�ǿ�Ⱥ�������ʹ�����������۶��������������豸�ij��һ���ʹ�ó������豸���û�����ôǿ��������Ҫ�Զ���Ϊ����
���ڳ�������ϵͳ���Ӵ��������ĽǶ�˵����Ҫ��ָ���������������ǿI������ָ�ڴ�ֱ���н����Ĵ���������ÿƽ������ÿ�������ݵ���������I=1/2ρcω2ξ2���У�ρ�Dz��ϵ��ܶ�C�Dz����г������������ٶ� ω�ǽ�Ƶ�� ξ�dz����������Ȼ���������������������������ƽ���Ĺ�ϵ�ɱ�����
�ڳ��������ӹ����У������̫С�����������������ú��ĵط������Ρ���������ѹ�����ӳ�����ʱ�䣬Ҳû�кܺõ�Ч���������̫������ɹ�������������ͬ������Сѹ��������ʱ��Ҳ��Ч������ģ����Ʋ������������ֲ������ȣ��Ӿͻ���ȣ������ʹ���½���
�ڳ������豸��������������У�����ϵͳ������̫����Ӧ�ز����ڲ�Ӧ��Ҳ̫�����˲��ϱ����Ŀ���ǿ�Ⱥ�ƣ��ǿ�ȣ��������ģ�ߡ�����˻��������Ͽ��ѡ�һ����ԣ����ǽ���ͻ�����Ƴ�����ϵͳʱ��������Ӧ��������������ں����ķ�Χ�ڣ��Ա�֤������ϵͳ�ܰ�ȫ�ɿ��Ĺ�����
1.������ʾ��
�������ص�
2.���Ժ���Բ�����
3.������ʾ������360°��ת ��
4.����λ�ÿ����� ��
5.����λ�ÿɽ��й��ƺ�Ӣ��ת�� ��
6.ģ��ָ�����ʾ�仯���ơ�
7.�Զ��ػ����ֶ��ػ�����������ϵͳ����������zui�����
-
-
��Ʒ����
�� ��